食品罐检测和OCR
Trilobit 案例 (ENGLISH)
联系经验丰富的机器视觉技术人员
下載: Optical character recognition in low color contrast situations





制定可行性研究
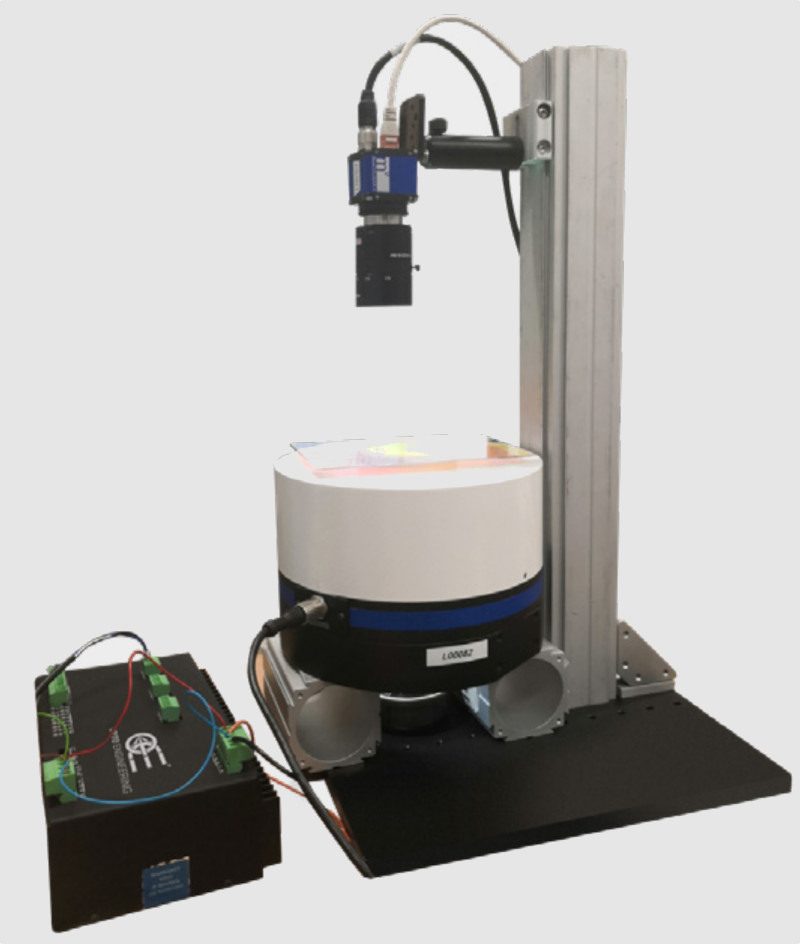
我们在第一个实验室设置上进行研究,试图尽可能匹配所要求的规格。得出的设置如下所示:
相机:• RT-mvBC-X1012bC,CMOS 相机 GIGE,4112 x 3008 颜色,1.1”,9.6 Hz,双滤镜,C 接口,I/O
光学器件:
• RT-FL-BC2518-9M,9 百万像素镜头,适用于 1”,焦距 25 mm,f# 1.8,C 接口
光源:
• LTDMLAC2-WW,漫射频闪顶灯 + 低角度照明系统 - 大尺寸高功率白色
控制器:
• LTDV6CH,频闪控制器 6 个通道
软件:
• FIS-PRO, FabImage® Studio Professional
电缆:
• CBETH003,以太网电缆,CAT6,工业级,特软电缆带螺丝,5 m 图 2:设置。
• CBGPIO001,I/O 电缆,侧面 1 HIROSE 12 针,侧面 2 电缆头,3 m
• CBLT005,照明电缆 PVC 灰色,侧面 1 M12 直接接头,侧面 2 电缆头 - 5 m - 适用于双级系统 。现在,我们更深入地研究一下此设置的下列方面。
选择相机
请求很多,但是 OE 技术支持团队没有为相机请求提供完全相同的型号。我们选择了大规格 (1.1”) 彩色相机,其输出随后被裁剪。它的像素尺寸不是 5.5 um,而是更低:这意味着真实图像的分辨率稍低,但在另一方面,大像素可以减少曝光时间。
生产线速度和曝光时间
因为部件在生产线上的移动速度非常快,所以需要减少曝光时间来避免像素模糊。选择 125 um 可以很好地平衡照明水平和像素模糊,因为其曝光时间的像素模糊是大约 22 px。如上所述,因为最终相机像素更大,因此可降低像素模糊。为达到此曝光时间,所选择的光源是在频闪模式下使用的。
F/# 和景深
我们只对物体的上表面有兴趣,所以光学器件的景深在此并不重要。为引入更多光线,我们将镜头 F/# 降至最低值 (F/2.8),增加了捕捉的光线。
照明
灯光在食品罐上表面均匀漫射,LTDMLAC2-WW 照明的几何尺寸看起来是适合此类样品的不错选择。
挑战和下一步
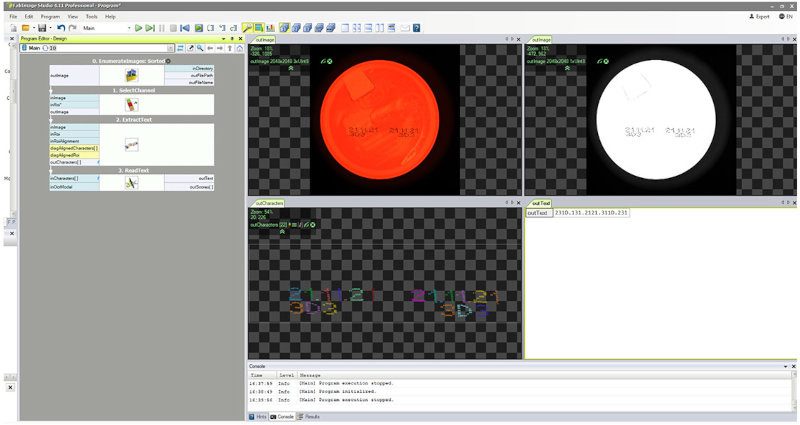
从图片(图 3)中可以清楚地看到,使用白色照明时,从食品罐的上表面提取文字是非常困难的。事实上,到期日后面的图像有许多噪点,使光学字符识别非常困难。在可行性研究的第二部分,我们在食品罐上重点测试了不同照明颜色对于文字与背景对比度的影响。




{kind=link}
{kind=link}
为什么选择 Opto Engineering®?
研究证明,可以有效地对样品进行全面质量检查。为流程每一步提出的解决方案可以降低成本和缩短时间,这是所有工业应用最重要的一方面。这在本例中尤其突出,因为所需吞吐量极高(几乎每小时 50000 个食品罐)。Opto Engineering® 产品范围广泛,可以提供执行此任务所需的所有机器视觉组件。此外,凭借装备齐全的全球视觉实验室网络,可以利用技术支持团队,帮助为所有机器视觉任务选择和实施最佳解决方案。